
 English
English 中文简体
中文简体

















Forging Versatility
ACE is teamed with highly qualified professional personnel specialized in metal materials, machining, welding, surface treatment, etc.
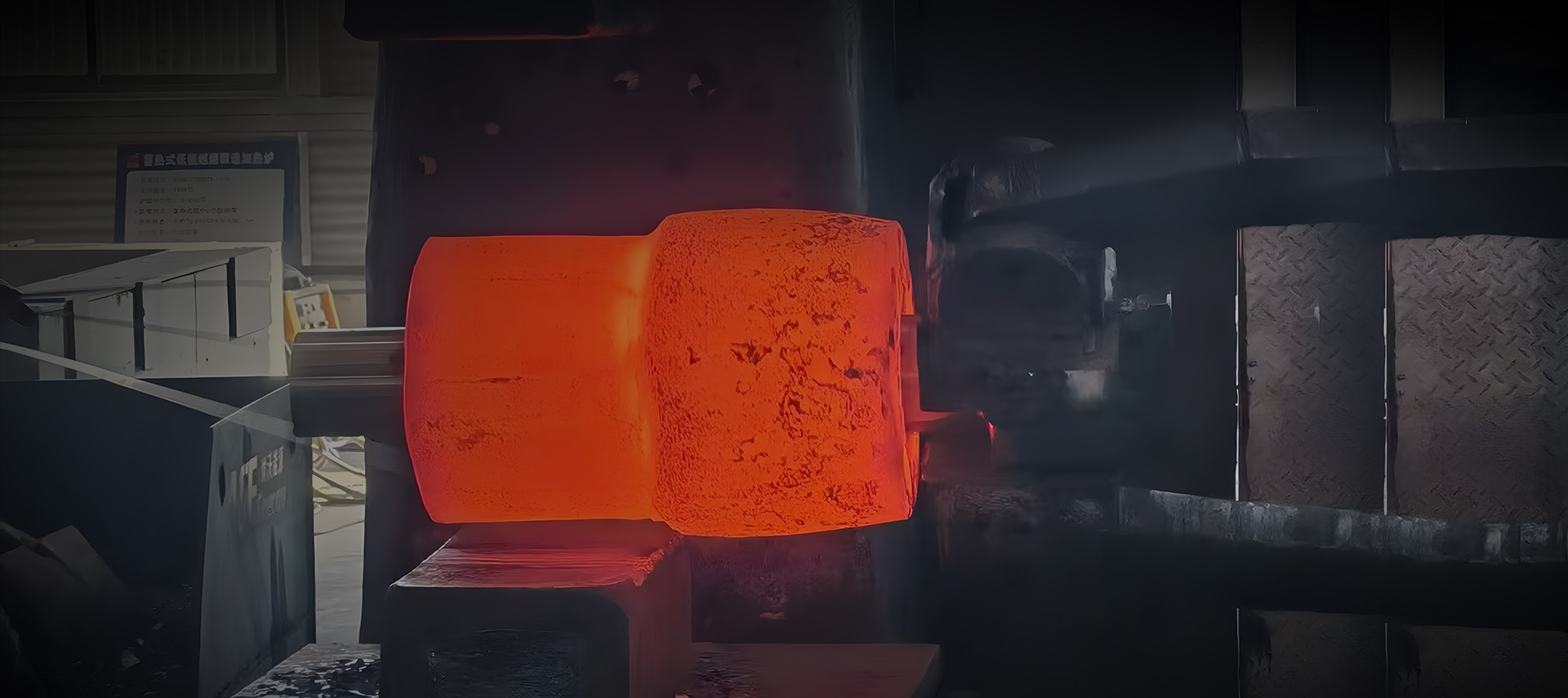
Our company mainly engages in forging, heat treatment, and mechanical processing of various metal materials, as well as manufacturing of metal structural parts and anti-corrosion surface treatment by powder-spray coating.
Explore More
Our company mainly engages in forging, heat treatment, and mechanical processing of various metal materials, as well as manufacturing of metal structural parts and anti-corrosion surface treatment by powder-spray coating.
Explore More
Our company mainly engages in forging, heat treatment, and mechanical processing of various metal materials, as well as manufacturing of metal structural parts and anti-corrosion surface treatment by powder-spray coating.
Explore More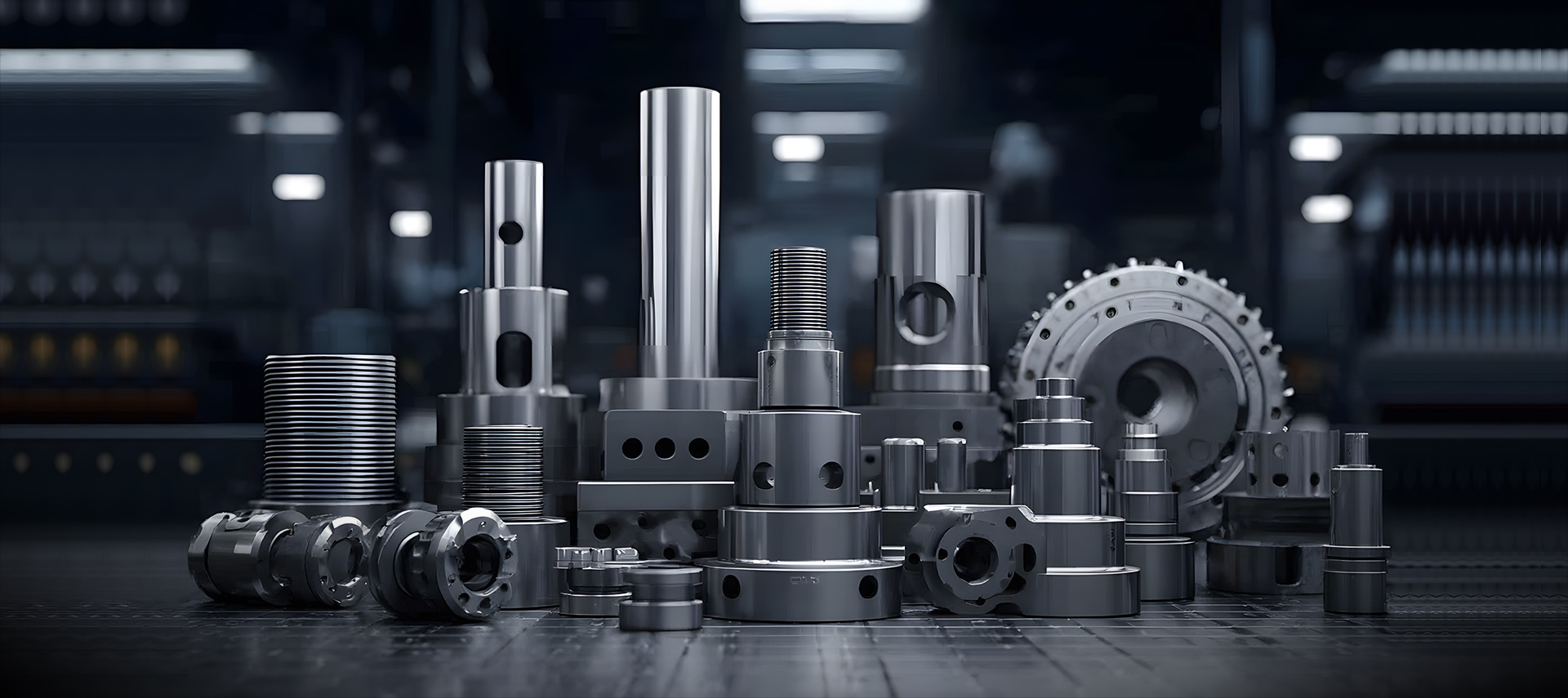
Our company mainly engages in forging, heat treatment, and mechanical processing of various metal materials, as well as manufacturing of metal structural parts and anti-corrosion surface treatment by powder-spray coating.
Explore MoreACE is dedicated to one-stop manufacturing supplier for forging, heat treatment, and machining by lean production.
Factory Cover Area
Annual Output Value
Annual Production
Engineers


ACE has complete set of test and inspection facilities and expertise, capable of UT, PT, and MPI
with qualified
operators.





Diversity offers flexibility, capability offers reliability, ACE Machinery aims to be one-stop
ace solution
provider for our customers.
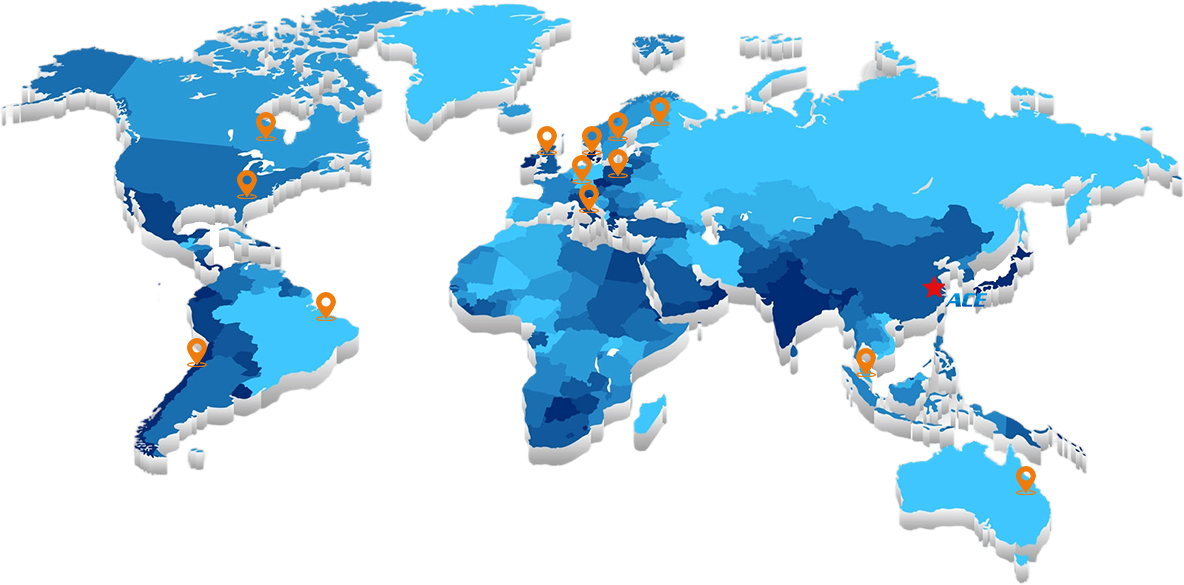
With excellent quality and craftsmanship, over 95% of our products are exported to countries and regions including
the Netherland, Germany, Sweden, Denmark, Finland, Italy, the United Kingdom,
Canada, America, Chile, Brazil, Singapore, Austrilia, and so on.
Follow company news and stay informed about industry trends



